Quick Answer:
Unbonded sputtering targets work only for low‑power metal applications. Bonded sputtering targets — attached to a backing plate with indium, elastomer, or silver epoxy — are required for ceramics, brittle materials, thin targets under 6mm, rotary targets, and high‑power sputtering up to 10–15 W/cm². For most non‑metal materials, bonded targets are not optional — they are a necessity.
If you have ever opened your sputtering chamber and found a target cracked in half, or noticed a weird discoloration on the backside, you already know the feeling. Something went wrong, and now you have downtime, wasted material, and a replacement to order.
Most of the time, the root cause comes down to one thing: heat. Too much heat in the wrong place, and your target fails.
That is where the choice between bonded and unbonded sputtering targets makes all the difference. Pick the wrong type for your application, and you are setting yourself up for cracked targets, melted bond layers, and inconsistent films. Pick the right one, and your process runs smoother, longer, and cheaper.
At TFM (Thin Film Materials), we have helped hundreds of engineers and researchers make this exact decision. In this guide, we will walk you through the key differences, when to use each type, and how to avoid the most common failures.
1. What Are Bonded and Unbonded Sputtering Targets?
Let us start with the basics.
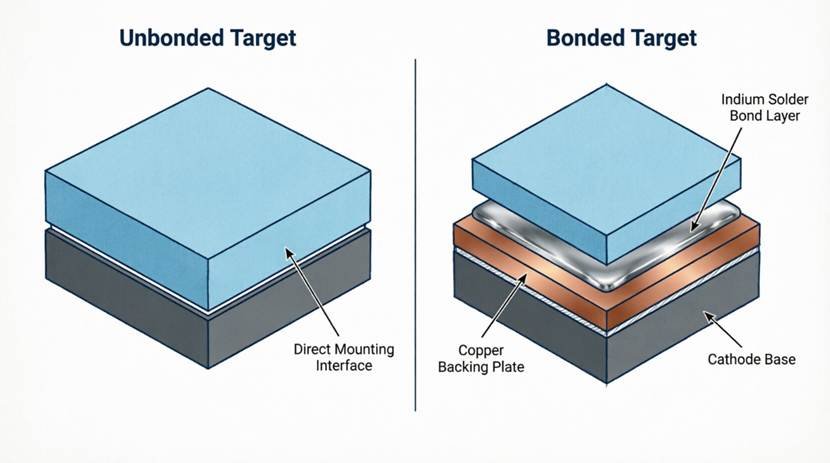
An unbonded sputtering target sits directly on the cathode. There is no extra layer between the target and the cooling system. The target relies purely on physical contact to transfer heat away. This works fine for low‑power applications and conductive materials like most metals.
A bonded sputtering target is attached to a backing plate — usually made of copper or aluminum — using a bond material such as indium, epoxy, or silver. The bond material fills any gaps between the target and the backing plate, creating a continuous path for heat to flow out of the target and into the cooling system.
The backing plate also provides mechanical support. This is especially important for brittle materials like ceramics, oxides, or composites that cannot handle thermal or mechanical stress on their own.
👉If you want to explore Bonded and Unbonded sputtering target, you can look for some suppliers as TFM.
2. Key Differences Between Bonded and Unbonded Sputtering Targets at a Glance
Here is a quick summary of the most important differences.
Table: Bonded vs Unbonded Sputtering Target – Thermal and Power Comparison
| Feature | Unbonded Target | Bonded Target |
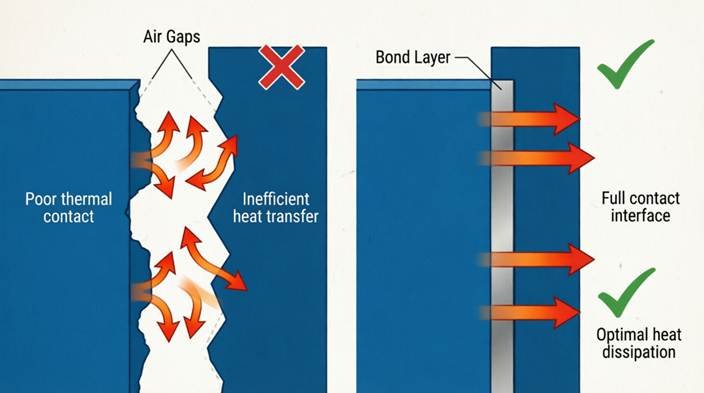
| Thermal contact | Direct contact, possible air gaps | Full contact via indium or epoxy |
| Heat dissipation | Low | High |
| Power density limit | ≤ 5 W/cm² for ceramics | Up to 10–15 W/cm² for ceramics |
| Mechanical support | None | Backing plate adds stability |
| Cracking risk | High at high power | Significantly reduced |
| Best for | Low‑power R&D, metal targets | High‑power production, ceramic targets |
| Recommendation | ❌ Not recommended for high power | ✅ Recommended for ceramics and high power |
Bonded sputtering targets offer higher power density limits, better heat dissipation, and lower cracking risk compared to unbonded targets. For ceramic materials and high‑power applications, bonding is strongly recommended.”
3. When to Use a Bonded Sputtering Target – Ceramics, Brittle Materials, and High Power
The short answer: bonded targets are recommended for ceramic materials, brittle materials, thin targets, and any application where you need to run at higher power densities.
Here are specific scenarios where bonding is not just recommended but essential:
Ceramic targets (oxides, nitrides) – Poor thermal conductivity means heat builds up quickly. Bonding prevents hot spots.
Brittle materials (ITO, AZO, AlMgB₁₄) – The backing plate adds mechanical support so the target does not crack under stress.
High‑power sputtering – Bonding enables higher bonded target power density limits, typically up to 10–15 W/cm² for ceramics.
Thin targets (less than 6mm) – Unbonded thin targets warp or crack easily.
Rotary targets – Bonding improves thermal management in production‑scale systems.
Understanding the unbonded vs bonded rotatable target difference is key for high‑volume manufacturing.
If you are still unsure, a good rule of thumb: if your material is not a pure metal, bond it.
4. Bonding Materials for Sputtering Targets: Indium vs Elastomer vs Silver Epoxy
When you choose a bonded target, you also need to choose the bond material. Each has its own strengths and limitations.
Table: Sputtering Target Bonding Materials – Indium vs Elastomer vs Silver Epoxy
| Bond Material | Max Temperature | Thermal Conductivity | Best For | Key Limitation |
| Indium | ~156°C (313°F) | High | Standard applications, general use | Melts at relatively low temperature |
| Elastomer | ~250°C (482°F) | Moderate | Thermal cycling, moderate temperatures | Lower thermal conductivity than indium |
| Silver Epoxy | >300°C (572°F) | Very High | High‑power, high‑temperature runs | Expensive, hard to remove from backing plate |
Indium is the standard choice for most applications, but elastomer or silver epoxy may be better for high‑temperature or high‑power runs. Choose the bond material based on your target temperature and power requirements.”
Indium is the most common bond material. It is soft and conforms well to surfaces, creating excellent thermal contact. However, indium has a low melting point — around 156°C (313°F). If your target exceeds this temperature, the indium will melt and flow out.
Best for: Standard applications where target temperature stays below 150°C.
Elastomer bonds are more flexible and can handle slightly higher temperatures — typically up to 250°C. They are often used when thermal cycling is a concern.
Best for: Applications with moderate temperatures or thermal expansion mismatch.
Silver Epoxy Bonding
Silver epoxy offers the best thermal conductivity and can withstand much higher temperatures. It is often used for high‑power applications or with materials that run hot. However, it is more expensive and harder to remove when reusing backing plates.
Best for: High‑temperature or high‑power applications.
Understanding indium bonding vs elastomer bonding helps you match the bond material to your process requirements.
5. Backing Plate Materials for Sputtering Targets: Copper vs Aluminum
The backing plate is just as important as the bond material. Two materials dominate the market: copper and aluminum.
| Material | Pros | Cons | Best For |
| Copper | Excellent thermal conductivity, durable | Heavier, more expensive | High‑power applications, ceramic targets |
| Aluminum | Lightweight, lower cost | Less thermally conductive | Low‑power applications, metal targets |
When evaluating copper vs aluminum backing plate for sputtering, consider your power density and budget. For most ceramic or high‑power applications, copper is worth the extra cost. For low‑power R&D or metal targets, aluminum is usually sufficient.
6. Common Sputtering Targets Problems and How to Solve Them

| Failure | Root Cause | How to Fix |
| Bond melted | Target temp > bond melting point (e.g., indium ~156°C) | Reduce power, ramp slowly, check cooling, ensure flat cathode |
| Target cracking | Thermal shock or mechanical stress | Ramp power gradually, use bonded targets for ceramics, inspect cathode |
| Indium melting out | Overheating → bond liquefies, target unsupported | Monitor temp, lower power density, switch to elastomer or silver epoxy |
Why Did My Sputtering Target Bond Melt?
This is one of the most common questions we hear. The bond melted because the target temperature exceeded the melting point of the bond material. For indium, that is about 156°C.
How to prevent it:
Stay within bonded target power density limits (typically 20 W/in² for indium‑bonded targets)
Ramp power up slowly instead of applying full power immediately
Verify cooling water flow and pressure before every run
Ensure the cathode surface is flat for good thermal contact
Why Does My Sputtering Target Keep Cracking?
Cracking usually comes from thermal shock or mechanical stress. If you have ever seen a sputtering target cracked in half, you know how frustrating it can be.
How to prevent it:
Ramp power gradually, especially for ceramic or brittle targets
Use bonded targets for brittle materials
Check cooling system functionality
Inspect cathode flatness
Indium Melting Out of Sputtering Target
This is a specific symptom of overheating. The bond material liquefies and flows out, leaving the target unsupported.
How to prevent it:
Monitor target temperature during sputtering
Reduce power density if indium is melting
Consider elastomer or silver epoxy for higher temperature applications
7. Best Practices for Sputtering Target Bonding – Prevent Failures and Extend Life
Following sputtering target bonding best practices will save you time and money.
Ramp power slowly – Do not go from zero to full power in one step. Give the target time to adjust.
Check cooling before you start – Water flow and pressure should be verified before every run.
Use bonded targets for ceramics – This is not optional for brittle materials.
Inspect cathode flatness – An uneven cathode creates air gaps and hot spots.
Monitor target temperature – If you see discoloration or melted bond material, you are running too hot.
8. Buying Guide: How to Choose the Right Bonded Sputtering Target– Supplier, Purity, Bond Material
When you are ready to purchase, here is what to look for.
Purity Grade
Match the purity to your application. Semiconductor work typically requires 99.99% or higher. General wear coatings can use 99.9%.
Bonding Material
Indium: Standard choice, good for most applications
Elastomer: Better for thermal cycling or moderate temperatures
Silver epoxy: Best for high‑power or high‑temperature runs
Backing Plate Material
Copper: High thermal conductivity, best for ceramics and high power
Aluminum: Lightweight, lower cost, fine for metals and low power
Custom Sizes
Not all systems use standard target sizes. Look for a supplier that offers custom size sputtering target bonding.
Supplier Reliability
How to choose a sputtering target supplier for bonding:
Ask about their bonding process and quality control
Request sputtering target bonding rate ultrasonic test results to verify bond quality
Look for traceability and certificates of analysis
Check lead times and small MOQ availability
At TFM, we check all those boxes. We offer custom sizes, professional bonding, small MOQ, and fast delivery. And we actually answer emails.
9. Why Choose TFM for Your Bonded Sputtering Targets? – High Purity, Custom Sizes, Expert Support
You have options when it comes to sputtering target suppliers. Here is why customers stick with TFM:
High purity – up to 99.999% depending on your needs
Custom fabrication – any size, any shape, planar or rotary
Professional bonding – indium, elastomer, and silver epoxy options
Ultrasonic testing – we verify bond quality before shipping
Fast turnaround – we know you have deadlines
Small MOQ welcome – R&D and pilot lines are our specialty
Real technical support – we help you troubleshoot, not just sell
We are not here to hand you a spec sheet and walk away. If something does not work, we figure out why. That is the kind of partnership we build.
10. Final Thoughts on Bonded vs Unbonded Sputtering Targets – Key Takeaways
The choice between bonded and unbonded sputtering targets comes down to your material, power requirements, and application. For metals and low‑power R&D, unbonded targets work fine. For ceramics, brittle materials, or high‑power production, bonded targets are not just an option — they are a necessity.
Understanding bonded target power density limits, choosing the right bond material, and following best practices for power ramping and cooling will save you time, money, and frustration.
Whether you need a standard target or a custom size sputtering target bonding solution, we can help.
📧 Get a quote or ask a technical question.
Contact Cindy:cindy@thinfilmmaterials.com
Visit our website: https://thinfilmmaterials.com
FAQ:
1. When to use bonded vs unbonded sputtering target?
Simple rule: metal target and low power? Unbonded is fine. Ceramic, brittle, or high power? Go bonded. The backing plate helps with heat and keeps the target from cracking. When in doubt, bond it.
2. Why does my sputtering target bond melt?
You are running too hot. Indium melts at about 156°C. Once you pass that, it turns to liquid and flows out. Check your cooling, ramp power slowly, or switch to a higher-temperature bond material like elastomer.
3. What is the maximum power density for bonded sputtering target?
For indium-bonded targets, stay around 20 W/in² or lower. For ceramics, bonded targets can usually handle 10–15 W/cm² with good cooling. Start low and work your way up — that is the safest approach.
4. Difference between indium bonding and elastomer bonding?
Indium gives you great thermal contact but melts at 156°C. Elastomer handles higher temperatures (up to 250°C) but does not conduct heat as well. Choose based on whether you need thermal conductivity or temperature tolerance.
5. Which materials require bonded sputtering target?
Ceramics, oxides, nitrides, and brittle materials like ITO, AZO, or AlMgB₁₄. Pure metals like copper or aluminum are usually fine unbonded. If it is not a ductile metal, bond it.
6. How to prevent sputtering target cracking?
Ramp power slowly. Make sure cooling water is flowing before you start. Use bonded targets for brittle materials. And check your cathode flatness — uneven surfaces create hot spots and cracks.
7. Can I reuse sputtering target backing plate?
Yes, but it depends on the bond material. Indium is easy to clean off. Silver epoxy is much harder. Inspect the plate for warping or damage first. If it is not flat, do not reuse it.
8. How to choose sputtering target bonding supplier?
Look for ultrasonic testing, traceability, custom sizes, and small MOQ. But most importantly: do they actually answer your technical questions? A good supplier feels like a partner, not just a vendor.
9. What is the proper power ramping procedure for bonded target?
Start at 20–30% of full power. Hold for a couple minutes. Then increase gradually over 5–10 minutes. Do not go from zero to full in one step — that is how you crack targets.
10. How to extend sputtering target life?
Stay within power limits. Ramp up slowly. Keep cooling consistent. Use bonded targets for fragile materials. A few good habits go a long way — less downtime, lower costs.

